


Consistent On-Brand Color Management for Packages

As print buyers strive for ideas that provide faster-to-market strategies for packaged goods, and more customization to reach an ever-changing demographic, the need to use different printing devices also grows. The resulting printed packages must be consistent, though, no matter what print technology manufactured it.
If packages from the same brand do not match one another, the consumer naturally questions if the contents of the packages match, or if they are different products, out of date, or counterfeit. A different outside package causes the consumer to lose confidence that the consistency of the actual product is good.
The good news is any new print technology is capable of matching existing print technologies to ensure packaging on the shelves matches. That said, printed packaging manufacturers do need to collaborate with their brand customers to develop a strong color management strategy.
First, the brand has to establish what its product should look like for the given package. Think of this as the golden master original that all future renditions should match (defined as CxF-X4 file), and as the established bullseye for the reference image.
Secondly, the brand has to establish how much variation it is willing to accept from the bullseye (how many rings away from the bullseye is acceptable) based on a type of delta E. It is important to note that no print device will have less than 2 E-Factor variation as of this writing.
This simple approach can be difficult to execute because many brands, instead, opt for complicated scorecards that give points for each process control metric, e.g., if cyan 100% patch is within 3 delta E, get 5 points; if within 5 delta E, get 3 points, etc. In the end, a print that scores 85 or greater is supposed to be acceptable, but compared to what? Just because a print scores greater than a given number, doesn’t mean it will meet that brand’s expectations of a color match. Also, a scorecard doesn’t define the color variation between prints: two prints can have the same score but not look anything like one another. The E-Factor metric overcomes both of these limitations.

The left-hand Brand Color Variator example shows all examples of 3 delta E to reference gold in all directions of color (hue, saturation, lightness). Note how some areas show a big difference, and some show a small visual difference, but all are 3 delta E 2000. The right-hand version shows 27 different variations of 3 delta E using black outline to distinguish the variations. Each color within the black outline is 3 delta E from the defined reference color. | Click to enlarge
Most packaging consists of both process and spot colors. Tolerances need to be defined for both process and brand color. Why? Sometimes, it may be necessary to provide a higher delta E tolerance for some colors that are hard or impossible for CMYK printing devices to match (bright, light colors in particular). It is important to ensure that the color reference is capable of being rendered in the desired CMYK color space, and if not, a higher tolerance needs to be granted to that color to accommodate for the gamut limitation on the output device.
Spot colors are typically assigned to line art or text, and it is appropriate to set a tolerance on delta E, but what about the thousands of other colors on a page? This is where a new metric, E-Factor — based on a type of delta E — works for defining tolerances for page appearance consisting of thousands of colors and/or images. There are two parts: First, the brand assesses color differences between multiple images (either online or with print samples), and by evaluating image comparisons with different levels of color difference, they decide what level of color difference is acceptable to meet their expectations, which is called their E-Factor (Expectation Factor).
Secondly, the print process is measured to quantify if it can meet customer expectations. Measuring color bars off the printer allows the system to define the E-Factor to both the reference (accuracy), but also to itself over time (consistency). The same metric can be used for reproduction systems like printers; therefore, it is possible to quantify how a printing device reproduces the color against the reference. No reproduction system, monitors, or printing devices are perfect, which means the E-Factor equals 0. Every device has some variation, and it is important to quantify the E-Factor.

Print variation occurs on multiple levels: within the imaging area (within page variation), in a consistent manner, between pages (within a job or repeatability), and between jobs. | Click to enlarge
If the print process E-Factor is equal to or less than the customer’s E-Factor, then the color match will meet the customer’s expectations. If the printer’s E-Factor is greater, then the printer will not meet expectations. E-Factor provides one number, which clearly communicates both accuracy to reference, and consistency over time.
It is important to understand that different printing processes have different levels of variation based on a multitude of factors, and this E-Factor methodology allows anyone to quantify any print process to ensure that it will meet the customer’s expectations at any time. Package printers should help brands understand that this is in their best interest: A brand that defines its expectations of color match with E-Factor and communicates this expectation to its suppliers as part of its “Print Requirements” improves its suppliers’ understanding of the brand’s required level of color match and consistency. In return, the printer will be able to provide “Print Quality” data that shows the brand that the printer was able to perform to meet the brand’s expectations.
Print variation is typically dependent on multiple machine factors, including:
- The mechanical condition of the printing device
- Continuous maintenance of the printing device
- The consistency between raw materials such as ink, paper, etc.
- How and if the operator runs the equipment in a consistent manner
- Whether the operating temperatures are within the print machine’s parameters
Print variation occurs on multiple levels, and management needs to know how to report this variation to ensure the printed packaging buyer's expectations are met. The first level of variation happens within the imaging area (within page variation). This defines the color variation within the given area.
The second level of variation relates to between-page variation (within a job or repeatability).
The third level of variation relates to between-job variation (reproducibility), which can originate from different presses, operators, locations, and timing.
Both variation and accuracy can be measured using E-Factor, and it is equally relevant in both cases. That said, printers need to be sure they have variation under control before they attempt to improve color accuracy. Color accuracy relates to how close printers are matching the bullseye, which represents the target reference of the product. If the desired E-Factor is 4, the print variation is 3, and the accuracy to target is 3, expectations will be met. If either variation or accuracy is more than 4, the expectations will not be met.
Print accuracy is also dependent on the prepress handling of the files and applying the correct G7 tone curve, or International Color Consortium (ICC) profile, at time of printing. This part of the puzzle is not applied by the press operator, but by the prepress side of the organization. It is important to understand that most often, G7 curves are applied to a conventional press workflow (offset, flexography, web, screen), and ICC profiles are generally applied to a digital (inkjet, toner, etc.) press workflow. G7 tone curves relate to four one-dimensional curves that affect tonality and gray balance of the print to provide a “shared” print appearance.
Notice that the term “color match” is not used. G7 curves versus no curves will improve color match, but it does not, and cannot, ensure a color match due to the inherent differences between different inks and toners. (A G7 curve does not affect the color of any solid primary or secondary ink.)
ICC profiles take more work to create and apply, but they provide a more accurate result because they perform a four-dimensional transformation on the file and can affect all tints and all solids in order to perform a color match between printing devices. When customers are demanding an E-Factor match in the 3-4 range, it is much preferred to use ICC profiles to convert the color for the output devices to match the target reference conditions communicated by the print buyer.
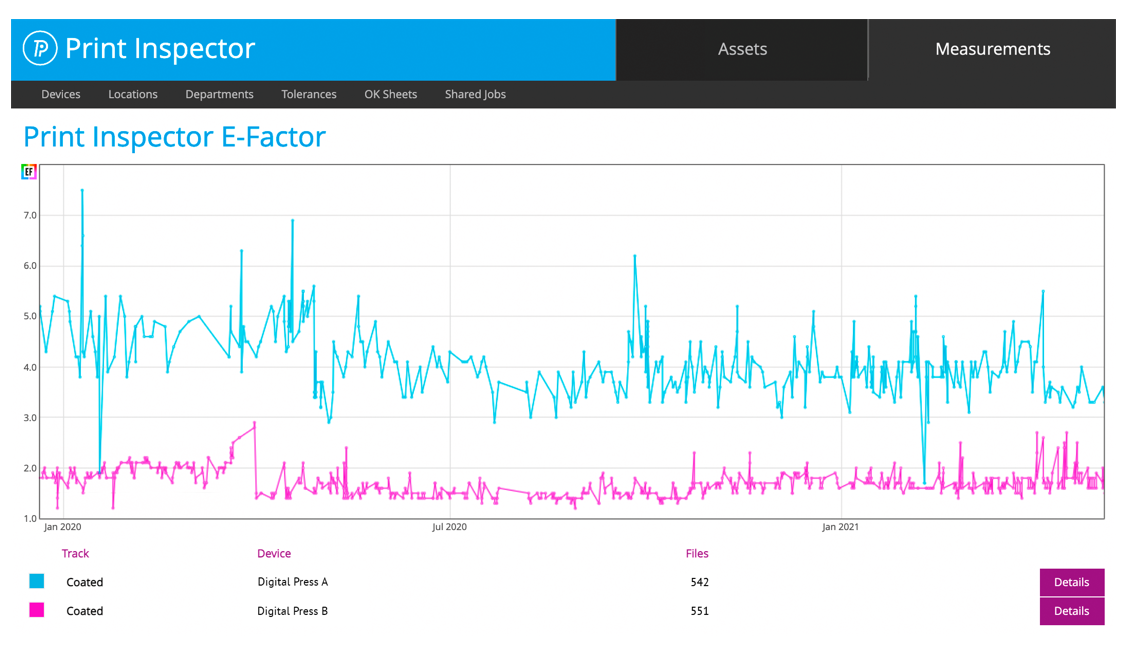
This graphic shows the difference in precision between two printing presses, representing real data collected over one year (two measurements per day) of the digital presses’ performances. In these measurements, lower is better (more accurate to GRACoL specification). | Click to enlarge
Instrument and Lighting Factors
When dealing with the supply chain, the ramifications of using different color measurement instruments come into play. Package printers can use Instrument Gauge Factor (IGF) to compensate for the difference between different instruments. By using an IGF and assessing instruments’ consistency based on E-Factor, it can be determined if certain instruments are not precise enough to be used in the given workflow. In addition, instruments can be harmonized to a master instrument, determined by the print buyer, to help greatly reduce between-instrument errors, providing more tolerance for the print to meet the customer’s desired E-Factor.
In addition to the variation of different measurement instruments, different lighting can play havoc through the supply chain if not strictly measured and quantified on a regular timeframe. Each lighting system can vary dramatically from one another, and until now, it has been difficult to quantify and apply the results to a workflow. Now, E-Factor can be used to assess how consistent lighting areas are, and how differently they render color to one another. If the lighting exceeds the customer E-Factor, then lighting has to be corrected to ensure the resultant color is not improperly illuminated, which will cause a mismatch when none exists.
Calculating the lighting’s E-Factor can eliminate many false causes for color mismatches. Two ISO-compliant light booths can visually render the same print to be 3+ E-Factor different from one another. This means the same print, viewed under two ISO-compliant light booths showing a 3 E-Factor difference, which is outside of some customers’ expectations. Everything about the print was correct, but because the light booths illuminated the prints differently, the eye perceived an unacceptable match. Remember, without light, it is not possible to see color. The color of the light booth is critical for the print to look correct. There have been numerous cases where a printed packaging buyer failed a job due to improper lighting. In the past, it was very difficult to document the accuracy of light booths, but now, with affordable measurement devices and software, it is easy to document their accuracy to the ISO reference, and document the consistency of light booths to themselves over time. Most importantly, it is easy to document the differences of light booths to one another.
Manufacturing salable color is not easy, but it is very doable with proper color management and routine process control scheduled by a color conformance system. This type of system provides notifications for all operators in the supply chain to remind them when it’s time to check the printer/light source/measurement instrument to ensure it is operating within E-Factor tolerances. If it isn’t, the system will immediately warn the operator that the component needs to be fixed to get it back into a salable condition. This Operator E-Factor report, created immediately when each print is measured, communicates to the operator of the printing device whether the job they are printing is salable or waste. This immediately improves profitability and productivity because the operator knows by the E-Factor number if they can run production, or fix the problem and then run once E-Factor is within tolerance. One E-Factor for all operators on all printing devices, anywhere in the world, which eliminates subjectivity and holds all operators accountable to the same level of quality. It is critical to understand that the tighter the E-Factor, the more money, time, and waste will be required to achieve it.
From a profitability standpoint, it is important to choose an E-Factor tolerance that your customers are expecting today. If you choose too loose of an E-Factor, you will lose customers because their expectations will not be met, but if you choose too tight of an E-Factor, you will lose money. Profitability is critical to every print organization today, and E-Factor can standardize manufacturing and help reduce waste by reporting the status of every job to ensure the product meets customer expectations.
- Categories:
- Color/Quality Control - Hardware
David Hunter, CEO, Local Falcon
David Hunter is the CEO of two influential companies, Local Falcon and Epic Web Studios, where he drives innovation in digital marketing and local search engine optimization. Throughout his career, which spans over 15 years, he has reshaped how businesses understand and engage with their online presence, particularly in the realm of local SEO.





