


Best Practices: Improving Changeover Times

The old adage of “time is money” is a pretty cut and dried concept in the package printing and converting business. If a press isn’t running, then it isn’t generating any value.
One the biggest hang ups in the printing process stems from changeovers not happening fast enough. Whether it’s dies, plates or a full job being changed over, a quick and efficient process can help keep equipment in motion.
Problem Sources
Because each pressroom is different, there are several reasons a changeover could take longer than desired. In large operations that run jobs with both water-based and UV inks, a full changeover from one type of ink to another can be a time-consuming process.
Kevin Schilling, a technologies specialist for Anderson & Vreeland, explains that in a situation like this, substantial parts cleaning must occur. One of the best ways to combat the loss of time that a complete press changeover can cause, Schilling explains, is to keep each press within an operation as consistent as possible.
That means keeping water-based jobs confined to one press while using another to run UV work. It could also mean keeping jobs with similar colors on the same press.
“If you have a large customer that uses flexographic printing, and they have a family of items, try to group those together so that when your press operators are running, you don’t have to changeover a station or you don’t need to changeover from water-based to UV,” Schilling says.
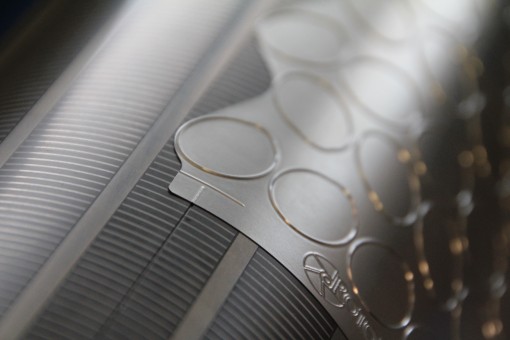
A RotoMetrics mill-trimmed and staggered flexible die mounted on a cylinder using alignment marks.
On the diecutting front, one of the biggest issues in the changeover process stems from mounting flexible dies. Uli Kretzschmar, RotoMetrics’ product and business development manager for flexible dies, explains that two factors can come into play when improving flexible die mounting speed.
One, he says, is operator experience. But the other stems from features that are incorporated into flexible dies and the magnetic cylinders they are mounted on.
On the flexible dies themselves, Kretzschmar explains that alignment marks down the side of the plate can be used to line the dies up properly. By aligning the marks with a scribe line, which is a line that is placed onto the magnetic cylinder, it helps to ensure that the die is mounted properly on the first try, saving time.
“The most critical part of the changeover is that you mount the plate dead-on and with the required accuracy,” Kretzschmar explains. “You want to bring the flexible die onto the magnetic cylinder with the highest precision.”
Usually, operators will use the leading edge of a flexible die to mount into the scribe line to ensure accurate mounting. Kretzschmar says the alignment is dependent on the accuracy of the plate trim, and utilizing a mill trim provides the greatest accuracy.
Kretzschmar also explains that properly caring for and maintaining dies can help in the changeover process. He says that a poorly executed changeover can lead to a die being damaged. Through training that RotoMetrics provides, Kretzschmar says operators can learn some of these best practices to perform changeovers safely and quickly.
“Never underestimate proper handling,” he says. “If you damage the die, there are die life issues and quality issues. It’s really important that press floor managers and operators are aware of that.”
Preemptive Preparation
One of the best ways to capture time savings is to stay a step ahead. David Morris, president of Kocher + Beck, recommends looking ahead at the job schedule so dies can be mounted in advance.
He explains that having a magnetic cylinder out of the press and ready with the next flexible die already mounted on it, at least a little time can be saved in changing over to the next job. He does urge caution when doing this, however, to ensure that the die is not damaged during handling.
From a product perspective, Morris explains that Kocher + Beck has developed two versions of a quick-change die station, designed specifically to improve that process.
“This is something we’ve developed to complement the faster changeover times seen on presses today,” Morris says. “We wanted to see what we could bring to the table from a diecutting point of view and offer the ability to be able to swap jobs over a lot quicker on press.”
One version of the quick-change station, Morris says, is very similar in appearance to a typical station. However, there are additional rails added to each side that can hold a separate magnetic cylinder with a die already mounted to it. Then, when the job is stopped, the cylinder that was in use can be released, slid out of the station, and the new one can quickly move into place to replace it.
Kocher + Beck launched a second version recently at Labelexpo Europe. This slightly different version, Morris explains, utilizes a movable anvil/Gapmaster that can alternate between two magnetic cylinder positions within the station. Morris explains that even though the anvil is being moved, the web does not need to be split during the process.
“The principle is the same as the other station in that you can set up the next job as you’re running,” Morris says. “It’s just a different way of engaging between one cylinder and the next.”
Knowing Your Process
From a plate making and plate mounting perspective, Schilling explains that there is equipment available that can assist with changeover times. In particular, he says that mounting equipment is now available with semi-automatic and fully-automatic capabilities.
However, Schilling says because new equipment is not always feasible for every company, there are other measures that can be taken. One, he says, is maintaining a cylinder inventory with multiple jobs mounted in advance.
Plate maintenance is also essential, Schilling explains. If the back of a plate is dirty, downtime can occur in trying to remedy the potential plate lift that can occur.
“If the back of your plate is dirty, it can lead to the plate lifting from the stickyback, so you’re talking about press downtime,” he says.
Schilling also says that inviting the staff on the pressroom floor to assist in analyzing changeover procedures can help improve the process. He explains that having a discussion about why a changeover may have taken too long can lead to some illuminating input from operators.
“Employee and operator involvement is crucial,” Schilling says. “Pulling reports and looking at numbers can provide good information as to what might be taking place. Discussions with the operator can tell you things about the root cause. It could be things like press floor layout, inputs upstream in order entry, planning or quoting.”
Cory Francer is an analyst at NAPCO Research. He formerly served as editor-in-chief of Packaging Impressions.





{kind=link}
{kind=link}